

Olá logístico, tudo bem? ✌️ Seja muito bem-vindo a nossa plataforma digital de aprendizado na área de logística e supply chain! Hoje vamos aprender sobre a CARTA DE CONTROLE!
Uma carta de controle, também conhecida como gráfico de controle, é uma ferramenta estatística usada para monitorar e controlar a variabilidade de um processo ao longo do tempo. Ela faz parte do Controle Estatístico de Processos (CEP) e é amplamente utilizada para assegurar que um processo permaneça estável e previsível, identificando variações que possam indicar problemas ou anomalias.
Em primeiro lugar, neste artigo vamos aprender o conceito e pra que serve a Carta de Controle. Além disso, vamos conhecer os componentes e um método passo a passo para elaborar uma Carta de Controle no Excel. Por fim, vamos entender quais os cuidados e benefícios podemos obter com a utilização da ferramenta. Boa leitura! 📰
O que é uma carta de controle?
Uma carta de controle, também conhecida como gráfico de controle, é uma ferramenta estatística usada para monitorar e controlar a variabilidade de um processo ao longo do tempo. Ela faz parte do Controle Estatístico de Processos (CEP) e é amplamente utilizada para assegurar que um processo permaneça estável e previsível, identificando variações que possam indicar problemas ou anomalias.
Em 1924, Walter A. Shewhart introduziu o conceito de carta de controle para diferenciar variações comuns (inerentes ao processo) de variações especiais (devidas a causas específicas). A ideia central era permitir que gerentes e engenheiros monitorassem a qualidade do processo e detectassem problemas antes que se tornassem defeitos em produtos finais. Esse método foi revolucionário porque forneceu uma maneira sistemática e quantitativa de entender e corrigir problemas, além de melhorar processos industriais.
A carta de controle é uma ferramenta essencial do CEP, fornecendo uma maneira prática de monitorar a qualidade e a estabilidade dos processos de produção. Nesse sentido, a ferramenta é fundamental para garantir que os produtos atendam às especificações desejadas, minimizando a variabilidade e promovendo a melhoria contínua dos processos. Desde sua introdução por Walter A. Shewhart, as cartas de controle têm sido uma pedra angular na gestão da qualidade em uma ampla gama de indústrias.
Tipos de carta de controle
A classificação de uma carta de controle é relativo as características e os dados do processo monitorado. Escolher a carta de controle adequada é crucial para o sucesso do Controle Estatístico de Processos (CEP), ajudando a identificar e corrigir problemas antes que eles afetem a qualidade do produto final.
A seguir, os diferentes tipos de carta de controle:
Carta X-barra e R (Média e Amplitude)
- Carta X-barra: Monitora a média de um conjunto de amostras ao longo do tempo. É utilizada para avaliar a estabilidade da média do processo.
- Carta R (Amplitude): Monitora a amplitude (a diferença entre o maior e o menor valor) de um conjunto de amostras. Dessa forma, ajuda a avaliar a variabilidade dentro de cada amostra.
- Aplicação: Usadas principalmente em processos onde se coletam amostras repetidas (como na fabricação de peças), medindo características contínuas, como diâmetros ou pesos.
Carta X-barra e S (Média e Desvio Padrão)
Em vez de usar a amplitude para medir a variabilidade dentro de amostras, esta carta usa o desvio padrão, que é uma medida mais robusta de variabilidade.
- Aplicação: Similar à carta X-barra e R, mas é preferível quando se lida com amostras maiores (n > 10), onde o desvio padrão fornece uma medida mais precisa de variabilidade.
Carta P (Proporção)
Monitora a proporção de itens defeituosos em um processo. Dessa maneira, cada ponto na carta representa a proporção de defeitos em uma amostra.
- Aplicação: Utilizada quando o interesse é monitorar a qualidade em termos de proporção de itens não conformes, como a porcentagem de produtos defeituosos em uma linha de produção.
Carta NP (Número de Itens Defeituosos)
Semelhante à carta P, mas monitora o número absoluto de itens defeituosos em uma amostra de tamanho fixo.
- Aplicação: Útil em situações onde se trabalha com tamanhos de amostras constantes, e o foco está no número de itens defeituosos em vez de na proporção.
Carta C (Contagem de Defeitos)
Monitora o número de defeitos por unidade de inspeção. Cada ponto na carta representa a contagem de defeitos em uma amostra.
- Aplicação: Usada quando se pode ter múltiplos defeitos por unidade (por exemplo, número de falhas em um produto eletrônico), e essas unidades são de tamanho ou volume constante.
Carta U (Taxa de Defeitos)
Monitora o número médio de defeitos por unidade, considerando unidades de diferentes tamanhos ou volumes. A taxa de defeitos é ajustada pelo tamanho da amostra.
- Aplicação: Adequada para processos onde o tamanho da amostra pode variar, como número de defeitos por metro quadrado de material.
Carta de Controle de CUSUM (Soma Acumulada)
Uma carta mais sensível a pequenas mudanças no processo, acumulando desvios em relação a um valor alvo ao longo do tempo.
- Aplicação: Usada para detectar desvios pequenos e persistentes na média do processo, sendo comum em indústrias químicas e farmacêuticas.
Carta EWMA (Média Móvel Exponencialmente Ponderada)
Calcula uma média ponderada dos dados de um processo, com pesos decrescentes para dados mais antigos. Isso torna a carta sensível a pequenas mudanças.
- Aplicação: Utilizada quando se deseja uma resposta rápida a pequenas mudanças no processo, comumente em processos de controle contínuo.
Componentes de uma Carta de Controle
A carta de controle é uma ferramenta gráfica usada para monitorar a estabilidade de um processo ao longo do tempo. Ela ajuda a identificar variações que podem indicar problemas no processo, permitindo ações corretivas antes que os problemas se tornem significativos.
A seguir, vamos conhecer os diferentes componentes de uma carta controle:
1) Linha central (CL – Central Line)
A linha central representa a média ou valor esperado do processo. Serve como referência para medir a variação dos dados ao longo do tempo. Sendo assim, ela indica o ponto em torno do qual os dados devem se agrupar se o processo estiver sob controle estatístico.
2) Limites de controle (UCL – Upper Control Limit e LCL – Lower Control Limit)
São as linhas que definem os limites superior e inferior do controle. Nesse sentido, os limites servem para identificar variações anormais no processo. Isso quer dizer que, os valores plotados dentro deste intervalo estão adequados. Entretanto, pontos fora deste limite precisam ser trados de maneira especial.
3) Pontos de dados
Representam os valores do processo coletados ao longo do tempo, que são plotados na carta de controle. Eles fornecem os valores de forma visual de como o processo está se comportando. Dessa forma, a observação da posição e padrão desses pontos ajuda a identificar anomalias.
4) Eixo do tempo
O eixo horizontal na carta de controle representa o tempo ou a sequência de amostras. Sendo assim, ele permite visualizar como o processo varia ao longo do tempo e ajuda a identificar mudanças ou tendências.
Análise e interpretação dos resultados da carta de controle
A carta de controle é uma ferramenta estatística utilizada para monitorar e controlar processos. Sendo assim, o seu uso permite identificar variações no processo analisado. Dessa maneira, analisar corretamente os resultados da carta de controle pode ser o diferencial para resolução de problemas e melhoria contínua do processo.
Identificação de pontos fora dos limites de controle
Quando um ponto está fora dos limites superior ou inferior de controle, isso indica que houve uma variação significativa no processo. É provável que uma variação fora dos limites seja consequência de um fator externo, ou mesmo de um problema isolado.
Dessa forma, para cada ponto fora do limite de controle é necessário uma analise profunda de suas causas. Para um resultado positivo, é necessário entender quais as condições proporcionaram um desempenho ótimo do processo.
Por outro lado, em caso de um resultado negativo é crucial encontrar a causa raiz do problema e eliminar o quanto antes. Nesse sentido, o Diagrama de Ishikawa é uma ferramenta ideal para encontrar a causa raiz de um problema e seus efeitos para o processo.
Padrões de comportamento dos pontos dentro dos limites
- Tendências ou sequências crescentes/decrescentes: Se houver uma sequência de pontos em uma tendência ascendente ou descendente, isso pode indicar uma mudança no processo ao longo do tempo.
- Ciclos ou padrões cíclicos: Padrões repetitivos podem sugerir influências externas ou problemas na configuração do processo.
- Grupo de pontos próximos a um dos limites de controle: Isso pode sugerir que o processo está começando a se desviar de seu comportamento normal.
- Pontos distribuídos em zonas específicas: A carta de controle se divide em zonas (por exemplo, zona A, B, C). A presença de muitos pontos consecutivos em uma zona específica pode indicar um problema no processo.
Interpretação dos resultados
- Processo Sob Controle Estatístico: Quando todos os pontos estão dentro dos limites de controle e não seguem padrões específicos, o processo está sob controle estatístico. Isso indica que a variação observada é esperada e atribuída a causas comuns.
- Processo Fora de Controle Estatístico: Se houver pontos fora dos limites de controle ou padrões específicos de comportamento, o processo está fora de controle estatístico. Isso sugere a presença de causas especiais que devem ser identificadas e corrigidas.
Manter um processo sob controle é essencial para garantir a qualidade dos produtos e serviços oferecidos, além de otimizar a eficiência e reduzir custos operacionais. A carta de controle, quando usada adequadamente, é uma ferramenta poderosa para a gestão de qualidade e melhoria contínua.
Benefícios de uma carta de controle
As cartas de controle são ferramentas fundamentais na gestão de qualidade, utilizadas para monitorar processos e identificar variações que possam indicar problemas. Elas ajudam a manter os processos sob controle e a melhorar continuamente a qualidade dos produtos e serviços.
Aqui estão alguns dos principais benefícios e vantagens de usar cartas de controle:
1. Monitoramento contínuo do processo
As cartas de controle permitem um monitoramento constante do processo de produção, fornecendo uma visão clara de como o processo está operando ao longo do tempo. Dessa maneira, a avaliação constante permite identificar variações fora do limite e tomada de ação corretiva de forma ágil.
2. Melhoria contínua
Ao utilizar cartas de controle, as organizações podem adotar uma abordagem proativa para a melhoria contínua. Sendo assim, a análise dos dados coletados permite identificar áreas que precisam de ajustes e melhorias, resultando em processos mais eficientes e produtos de maior qualidade.
3. Redução de Custos
Detectar e corrigir problemas no início do processo evita retrabalho, desperdício de materiais e produtos defeituosos, o que contribui para a redução de custos. Nesse sentido, manter os processos sob controle também minimiza a necessidade de inspeções e correções extensivas, economizando tempo e recursos.
4. Confiabilidade do processo
As cartas de controle ajudam a manter a consistência no processo, o que é crucial para garantir que os produtos atendam consistentemente aos padrões de qualidade. Certamente que processos consistentes são mais previsíveis e confiáveis, o que melhora a satisfação do cliente e a reputação da empresa.
5. Decisões informadas
O uso de cartas de controle facilita a tomada de decisões com base em dados reais e objetivos, em vez de suposições ou percepções subjetivas. Ao passo que isso ajuda a identificar tendências e padrões ao longo do tempo, permitindo uma melhor compreensão do desempenho do processo e ações mais informadas.
Como fazer uma Carta de Controle?
Elaborar uma carta de controle no Excel é uma maneira prática e eficiente de monitorar a qualidade dos processos. O Excel oferece ferramentas e funcionalidades que facilitam a criação e a análise de cartas de controle. Aqui está um passo a passo para criar uma carta de controle utilizando o Excel:
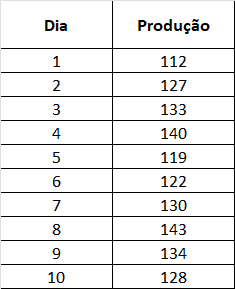
Passo 1: Coletar e organizar os Dados
Antes de criar a carta de controle, você precisa coletar os dados relevantes do processo que deseja monitorar. Esses dados podem ser medidas de produção, tempos de ciclo, ou qualquer outra métrica que represente o desempenho do processo.
Dessa maneira, no Excel, organize os dados em colunas. Normalmente, a primeira coluna conterá os números de amostra (ou datas), e a segunda coluna conterá os valores medidos.
Passo 2: Calcular estatísticas importantes
Em uma célula separada, calcule a média dos valores medidos usando a função “MÉDIA”. Em sequência, Calcule o desvio padrão dos valores medidos usando a função “DESVPAD.P” para obter o desvio padrão da população.
- Calcular os Limites de Controle:
- Limite Superior de Controle (LSC):
= Média + 3 * Desvio Padrão - Limite Inferior de Controle (LIC):
= Média - 3 * Desvio Padrão
- Limite Superior de Controle (LSC):
- Calcular os Limites de Advertência (opcional): Estes podem ser configurados em ±2σ da média, como alertas intermediários antes dos limites de controle.
Passo 3: Inserir os Limites na Tabela
Adicione colunas ao lado dos valores medidos para os limites calculados. Isso ajudará a visualizar onde cada ponto se encontra em relação aos limites de controle.
Exemplo:
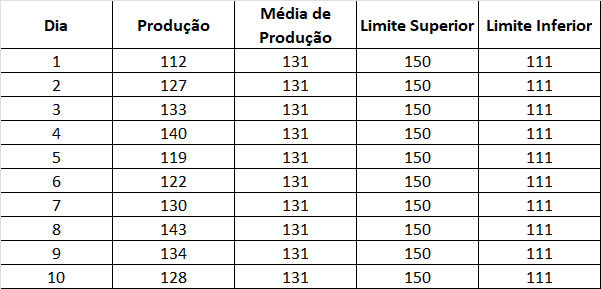
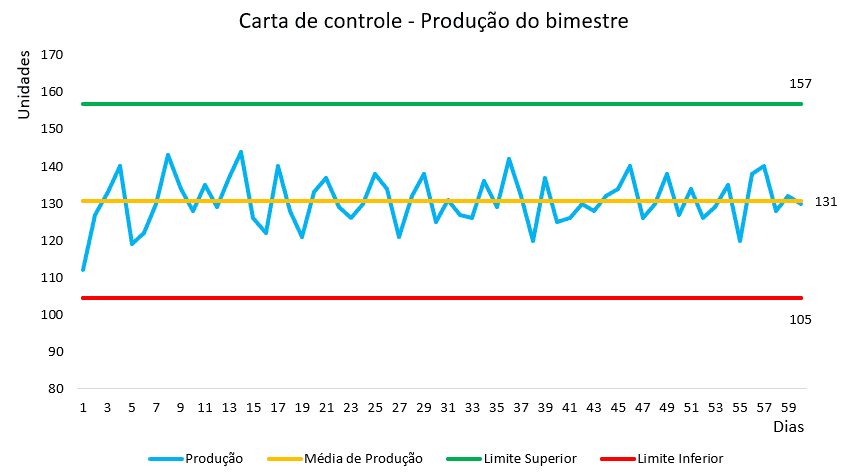
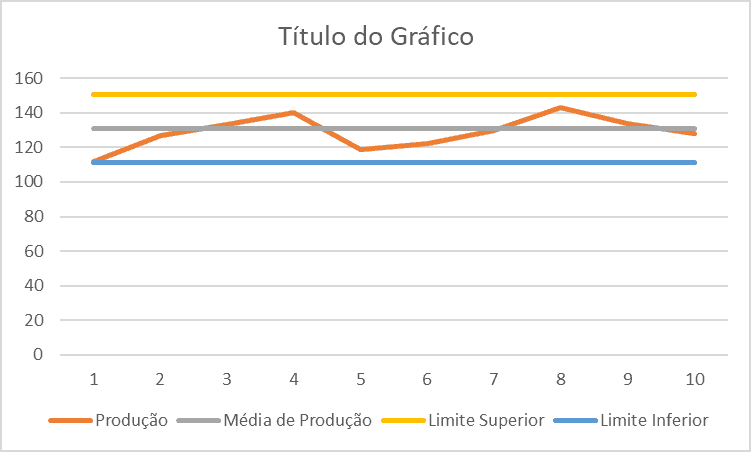
Passo 4: Criar o gráfico de carta de controle
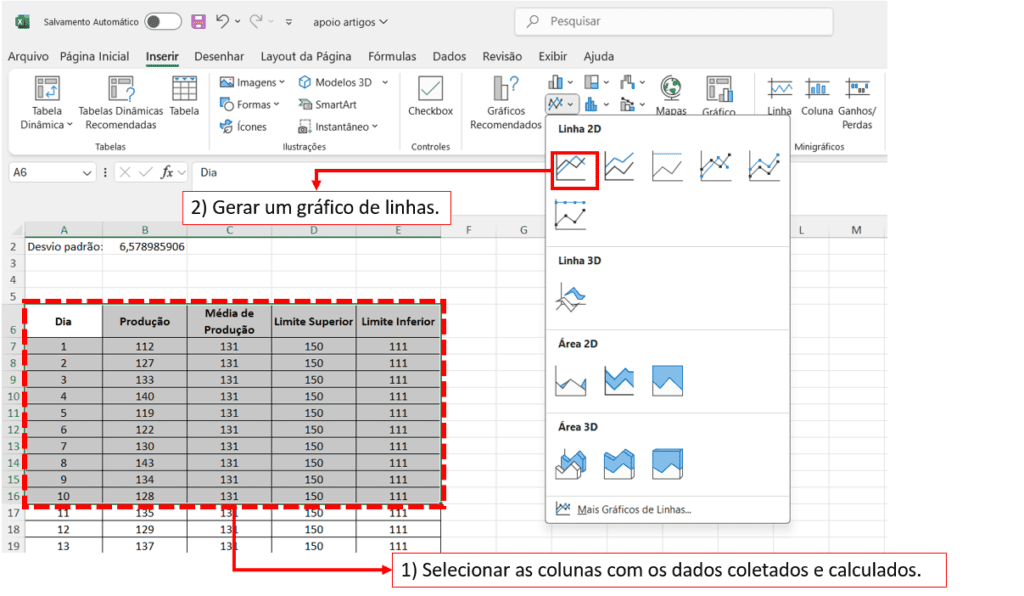
Nesta etapa todas as informações necessárias para criar a Carta de Controle já estão prontas. Dessa forma, vamos criar o gráfico permitindo uma analise visual do problema relacionado ao volume de produção em um período de tempo determinado.
Para isso, é necessário selecionar todas as colunas da planilha de trabalho e clicar em inserir gráfico de linha.
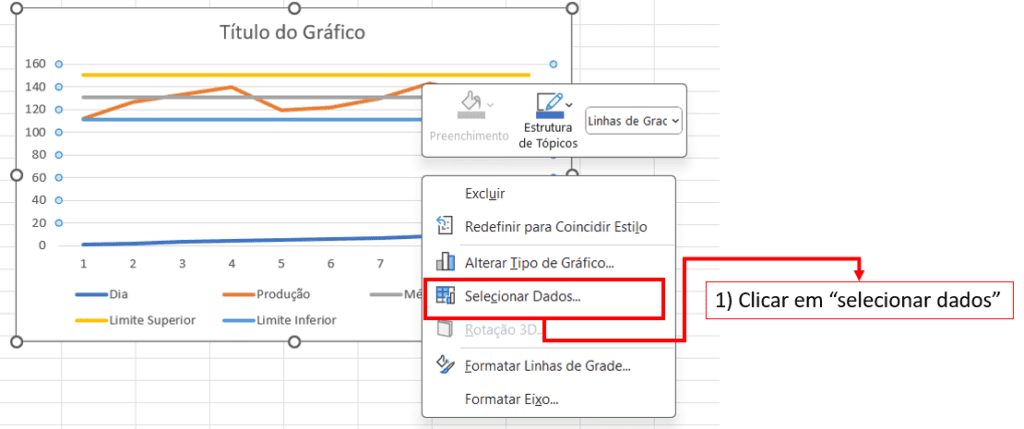
Com o gráfico plotado é necessário editar os dados através da função “selecionar dados”. Para acessar a função é necessário clicar com o botão direito do mouse por cima do gráfico.
Nesta etapa é necessário desmarcar a opção dia para o eixo vertical do gráfico. Dessa forma, os dados referentes ao período de tempo não aparecerão como valores unitários, somente como tempo no eixo horizontal.
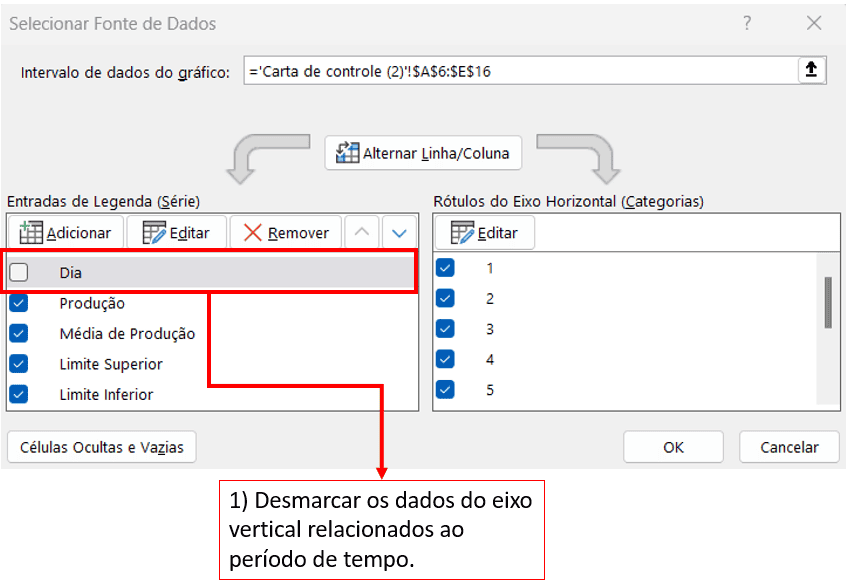
Dessa forma, você terá um gráfico já plotado com as informações referentes as variáveis analisadas.
Passo 5: Formatar a Carta de Controle
Nesta etapa da construção da Carta de Controle o gráfico já está pronto. Entretanto, é possível fazer ajustes e formatações para tornar a ferramenta ainda mais visual e deixar as informações mais claras para os usuários. Dessa forma, é possível adicionar títulos e subtítulos, alterar cores, modificar legendas e etc.
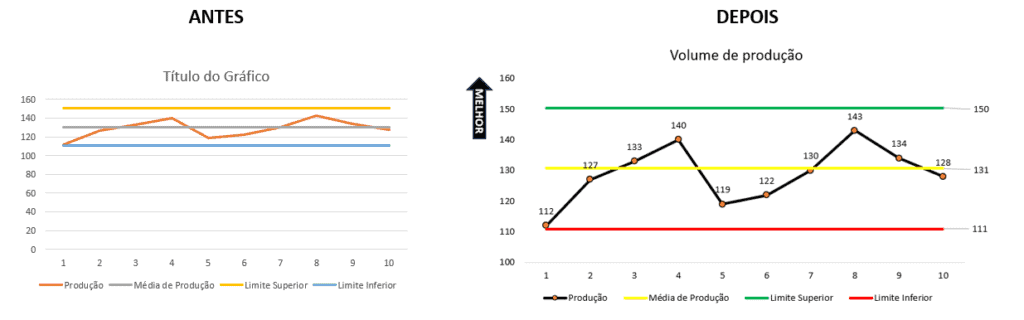
Sendo assim, criar e usar cartas de controle no Excel é uma prática eficaz para manter a qualidade e o controle dos processos, permitindo que as organizações tomem decisões baseadas em dados para melhoria contínua.
Questões
Fundação Getúlio Vargas – FGV
Assinale a opção que indica a ferramenta de gestão de qualidade que, inspirada nos fundamentos do controle estatístico, utiliza gráficos para mensurar as variabilidades do processo produtivo, estabelecendo limites toleráveis de defeitos.
- A) Carta Controle.
- B) Diagrama de Ishikawa.
- C) Folha de Verificação.
- D) Ciclo PDCA.
- E) Fluxograma.
Fundação Getúlio Vargas – FGV
A carta de controle, comumente chamada de gráfico de controle ou carta de controle estatístico de processo (CEP), é uma ferramenta que faz uso da estatística para analisar a variação de dados em um certo processo. Nesse sentido, analise as afirmativas a seguir e assinale (V) para a verdadeira e (F) para a falsa.
( ) A Carta de Controle por Variáveis é mais simples, pois consiste em apenas identificar visualmente se o processo é satisfatório ou não, para aplicar ações corretivas.
( ) A Carta de Controle por Atributos contém medições analíticas e complexas e devem ser usadas de forma a metrificar as variações, aplicando ações preventivas e identificando as falhas com maior facilidade.
( ) A teoria estatística desenvolvida por Shewhart para cálculo dos limites de controle é baseada na ideia da distribuição normal e, sendo o processo estável, os dados da amostra terão probabilidade muito próxima de 100% de estar dentro do intervalo de –3σ a +3σ a partir da média populacional.
( ) Se não houver pontos fora dos limites superior e inferior de um gráfico de controle de qualidade, considera-se que o processo produtivo está sob controle.
As afirmativas são, respectivamente,
- A) V – V – V – F.
- B) F – F – V – F.
- C) F – F – V – V.
- D) F – F – F – V.
- E) F – F – F – F.
Instituto Verbena
As cartas de controle desempenham um papel crucial na análise do desempenho dos processos, fornecendo uma representação visual e estatística da variabilidade dos dados ao longo do tempo.
Na implementação de cartas de controle, qual é o principal propósito de utilizar limites de controle para distinguir entre variações de processos comuns e especiais?
- A) Estabelecer metas de desempenho para avaliação de processos vigentes e futuros.
- B) Identificar tendências de longo prazo no desempenho do processo de negócio.
- C) Diferenciar entre variações naturais do processo e causas atribuíveis de mudanças.
- D) Avaliar a capacidade do processo de atender às especificações da área cliente.
Enfim, gostou do artigo e quer saber mais sobre a CARTA DE CONTROLE? Deixe sua dúvida, comentário, sugestão ou crítica em nossos canais de comunicação!
THINKING OUTSIDE THE BOX 💬 💡 📦
FONTE: Lucidchart, EPR Consultoria, HDRUp, Docnix, Portal ISO.
")